The Science Behind the Efficiency
Discover the thermoelectric principles that enable MicroPower's modules to reach 14% module efficiency at 550°C – several times the efficiency typically reported for commercial bismuth telluride modules at lower hot-side temperatures.
The Seebeck Effect
Thermoelectric power generation is rooted in a fundamental physics principle discovered in 1821: when a single semiconductor material is exposed to a temperature difference, charge carriers redistribute and generate a voltage across it.
This is the Seebeck Effect. Hot electrons in the heated end gain energy and drift toward the cold end. The energy difference between the hot and cold sides creates a flow of charge carriers – and that flow is electrical current. Practical modules use both n-type and p-type semiconductor "legs" together to make better use of the heat flowing through the module – more current per unit of heat – but the effect itself does not require two materials. MicroPower also holds a patent on a single-semiconductor module configuration.
In a MicroPower thermoelectric module, the levers that turn the Seebeck Effect into usable power are straightforward: a larger temperature difference (or a larger leg cross-section) drives more current through each leg, and stacking more legs in series builds the module's output voltage. Together, more current and more voltage mean more power.
The Energy-Sorting Barrier Layer
MicroPower's proprietary chip architecture – multiplies power density beyond what the base materials alone can deliver
What's the Problem?
In a conventional thermoelectric chip, hot electrons flow from the hot side to the cold side – but slow, low-energy electrons flow back the other way and largely cancel them out. The result: a fraction of the useful current the temperature gradient could in principle drive.
The MicroPower Solution
We grow a proprietary energy-sorting barrier layer inside the chip. It acts like a one-way bouncer: it lets the high-energy hot electrons through to the cold side and blocks the ohmic backflow. Same temperature gradient, much larger useful current and voltage from the same chip.
The barrier is deposited using Molecular Beam Epitaxy (MBE) – the same atomic-precision technique used in advanced semiconductor manufacturing. It is a patented MicroPower architecture (foundational IP from the 2002 APL and 2005 JAP physics publications), with multiple barriers stackable on a single chip to dial in performance.
Demonstrated effect on PbTe chips: 1.5–1.8× power density at chip level on top of the base material's performance. This is an enhancement layer – part of MicroPower's post-funding production roadmap, not a feature of current modules.
Material-Agnostic Platform
One manufacturing approach, multiple markets
MicroPower's chip platform works across multiple semiconductor material systems, each optimized for different thermal ranges and applications.
PbTe/TAGS
Designed for 300–1000°C+. Field-proven continuous operation 440–550°C; higher-temperature reliability is a design target. Ideal for steel mills, cement plants, and industrial furnaces.
Module Efficiency at 550°C: 14% (extrapolated from ARL chip-level measurements, independently validated by NREL)
BiTe
Low-temperature specialist. Covers the low-temperature tail of the power band, and is the candidate material for the platform's reverse (cooling) mode – including the theoretical cascade route toward sub −150°C.
Cooling: a reverse-mode research direction – not yet demonstrated or productised by MicroPower
HgCdTe & InSb
Infrared and cryogenic specialists. Demonstrated below -150°C. Unlocks applications in cell banking, gene therapy, and advanced research.
Cryogenic Capability: <-150°C
One Platform, Both Directions
The underlying thermoelectric architecture is reversible: a temperature gradient generates current (Seebeck), and applied current pumps heat (Peltier). Productised power-generation and precision-cooling systems require different materials, packaging and integration designs.
No rotating machinery, no refrigerants, no working fluid. Power generation is MicroPower's validated commercial line; precision cooling is a partner-led development pathway built on the reversible underlying physics – productised cooling systems use different materials (BiTe rather than PbTe/TAGS) and different packaging from the power-generation modules.
How It Integrates
The same platform, wired into five different host systems
Across every flagship sector the integration pattern is the same: a heat source on one face of the module, a cold sink on the other, DC output through simple conditioning to the host load. What changes between sectors is the host system, not the module.
One module pattern. Five host systems.
Hot-side label "300–1000°C+" denotes the design envelope. Continuous operation lab- and field-proven 440–550°C (Gerdau, 2,500+ hours); higher-temperature reliability is a development target.
| Sector | Heat source | Typical T | Cold side | DC goes to |
|---|---|---|---|---|
| AI Datacentre & BTM Power | Gas turbine / reciprocating-engine exhaust | 500–650°C | Ambient air or jacket water | Behind-the-meter datacentre bus |
| Thermal Storage Discharge | Heated refractory / firebrick block | 400–800°C | Working fluid loop | Grid or host facility |
| Bioenergy & Biogas | CHP or boiler flue gas | 300–600°C | Combustion-air preheat | Plant auxiliary load |
| Industrial / H₂ DRI Steel | Shaft off-gas, reheat-furnace flue | 600–1000°C+ | Mill cooling loop | Plant auxiliary / ORC-complement |
The platform also runs in reverse as a solid-state Peltier cooler, pumping heat out rather than converting it. See the dual-mode section above for the physics.
From Chip to Field
The platform, on the bench and on site.
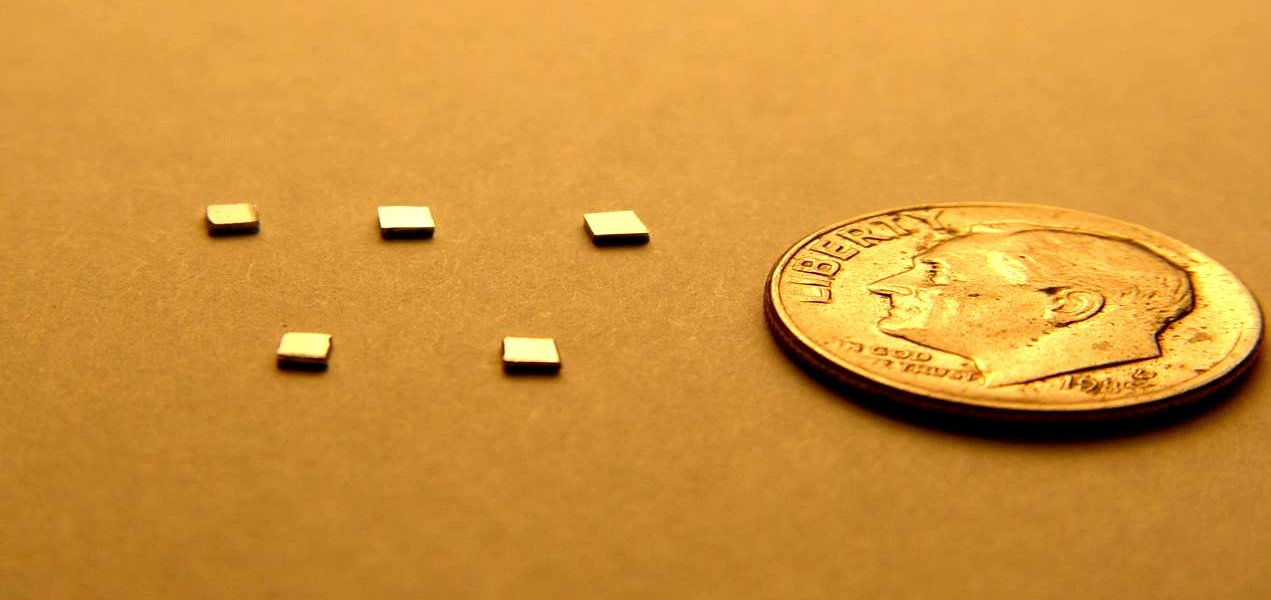
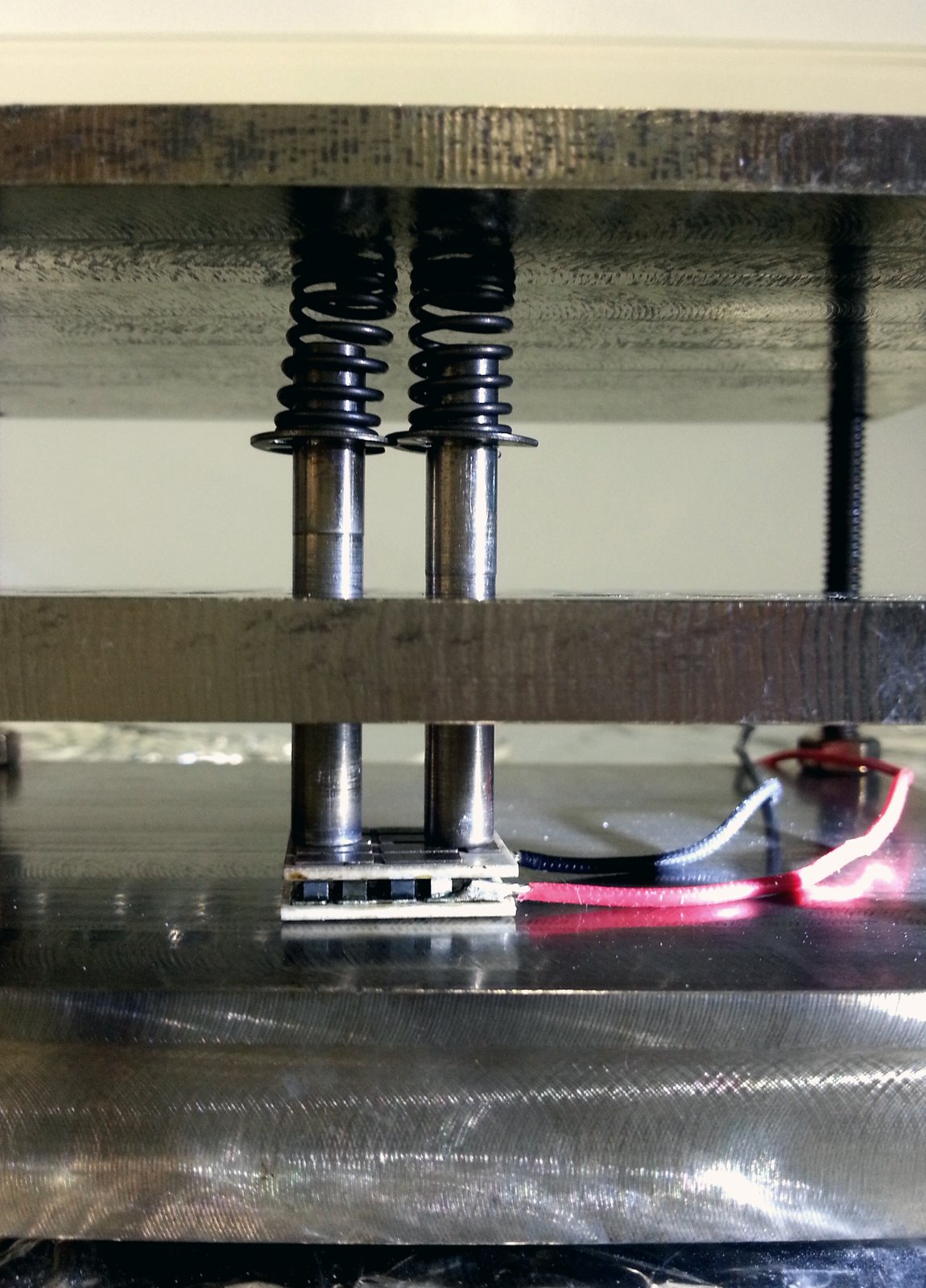
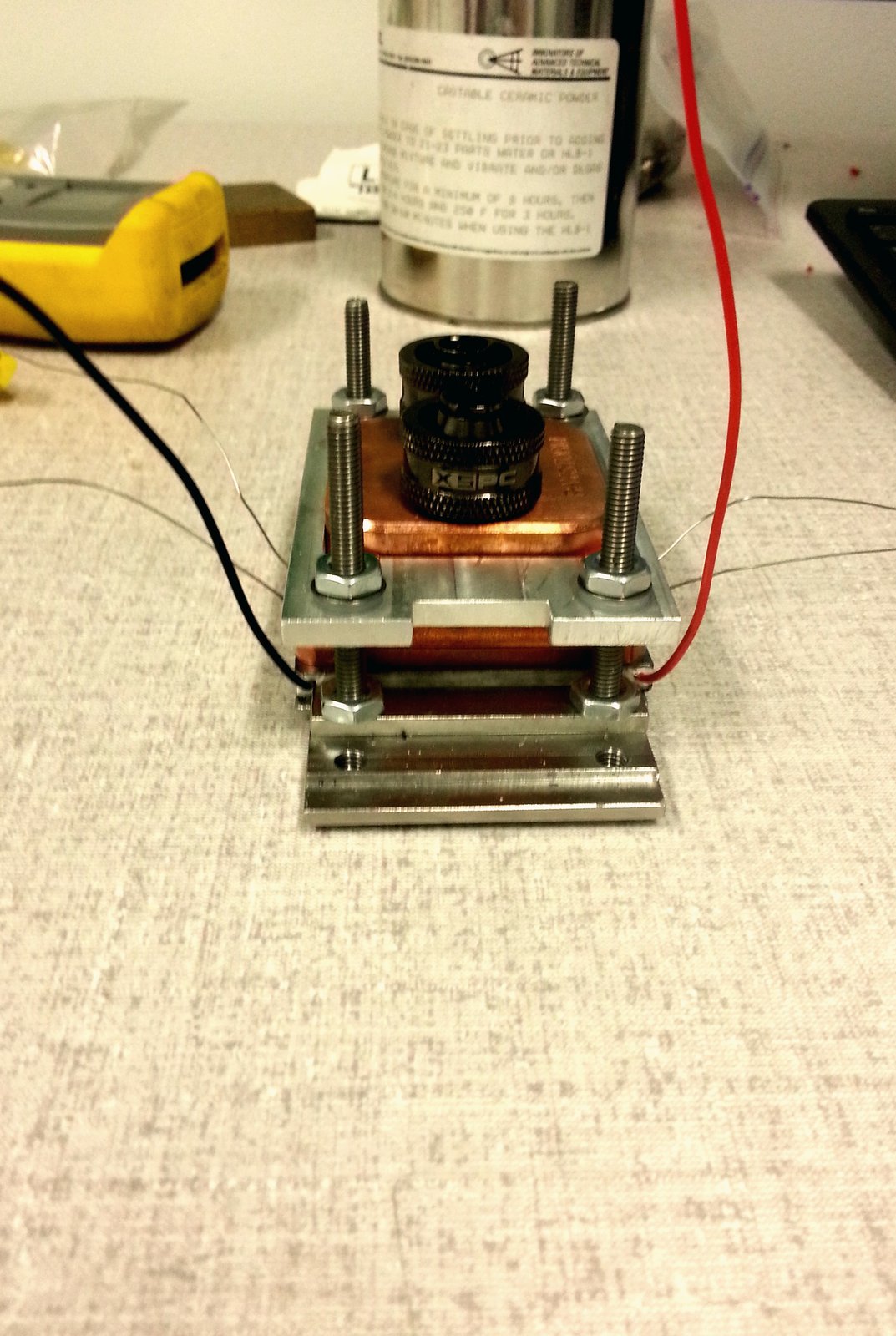

Every claim on this page has been measured by one of the rigs you see above, or assessed at one of the field sites below.
How We Compare
MicroPower vs. Standard Commercial TEGs
| Feature | MicroPower | Standard TEGs |
|---|---|---|
| Peak Efficiency | 14% | 3–6% |
| Max Operating Temp | 550°C+ | <250°C |
| Power Density | 11 W/cm² | 2–3 W/cm² |
| Dual-Mode Capable | Yes | No |
| Cryogenic (<-150°C) | Yes | No |
| Patent Protection | Two decades of invention | Varies |
PowerRing – the product form factor
Annular TEG modules that wrap the exhaust pipe instead of sitting downstream of it
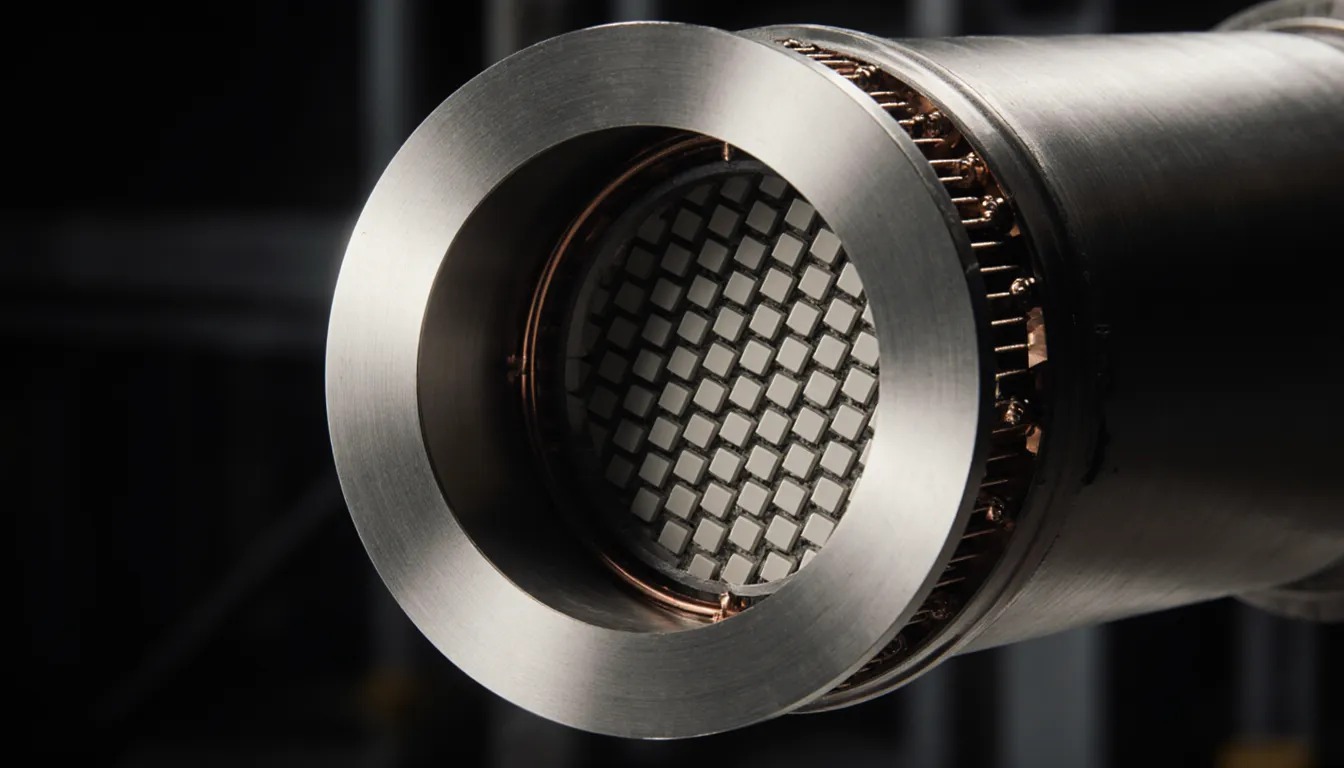
Wrapped around the source
The annular geometry eliminates the pressure-drop penalty of downstream heat exchangers. Bolts onto existing stacks without flow redesign.
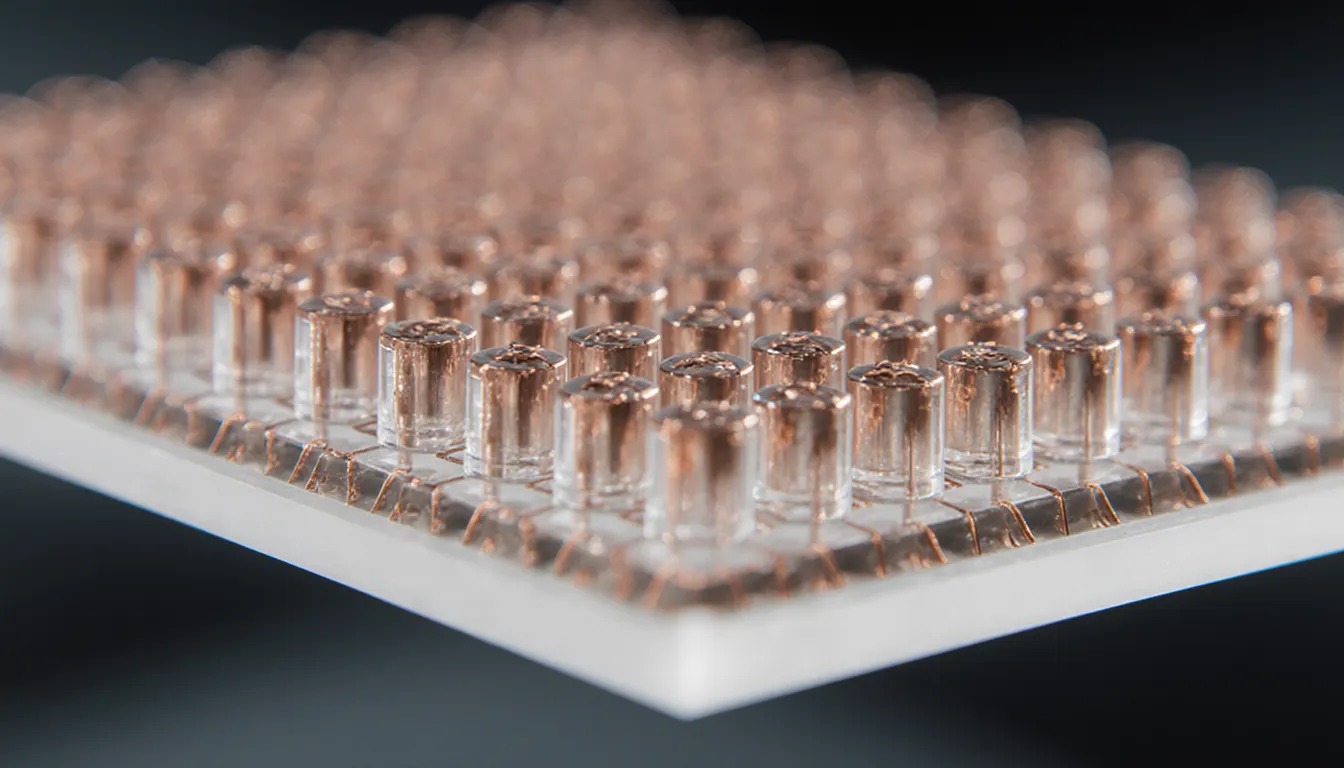
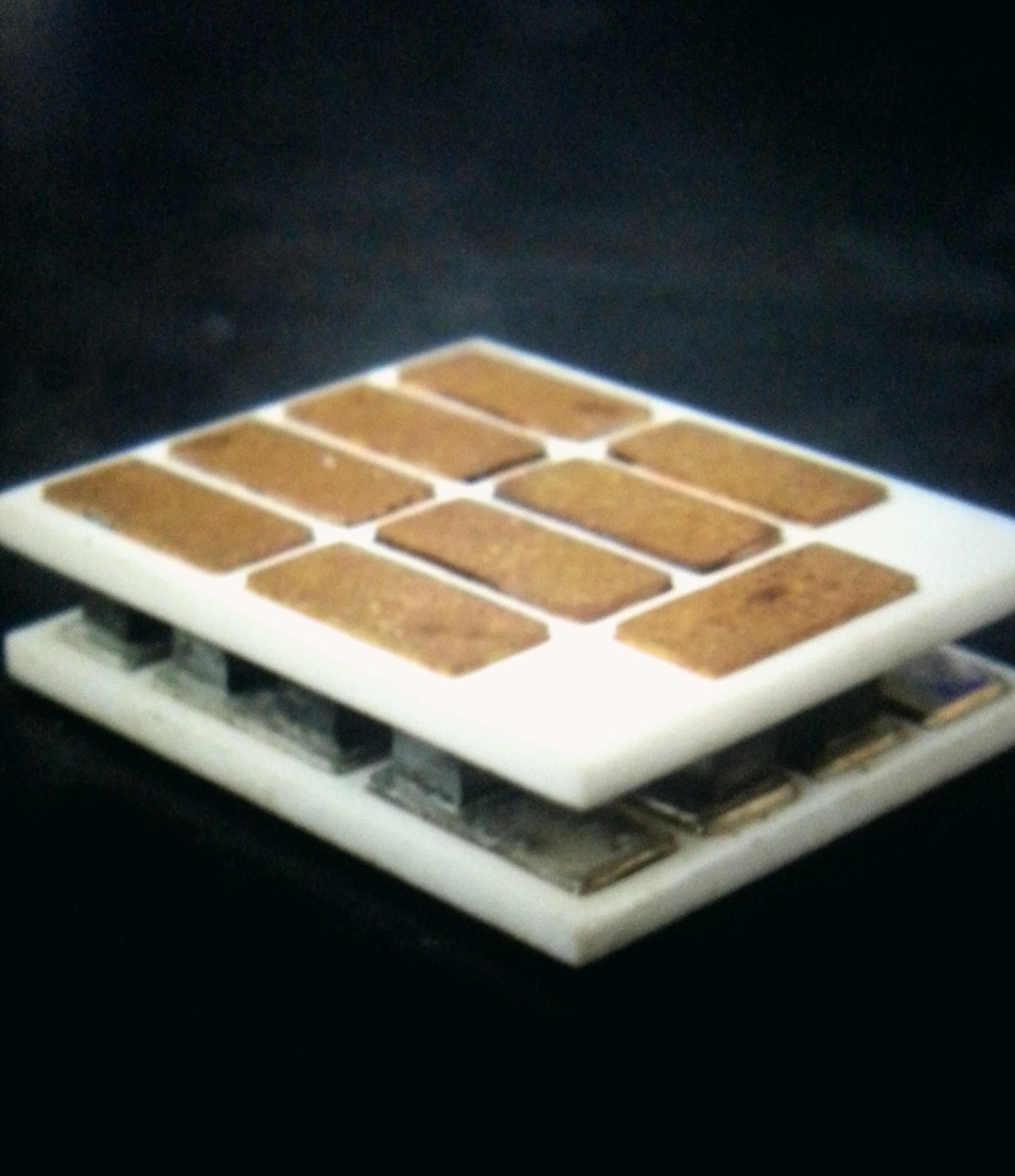
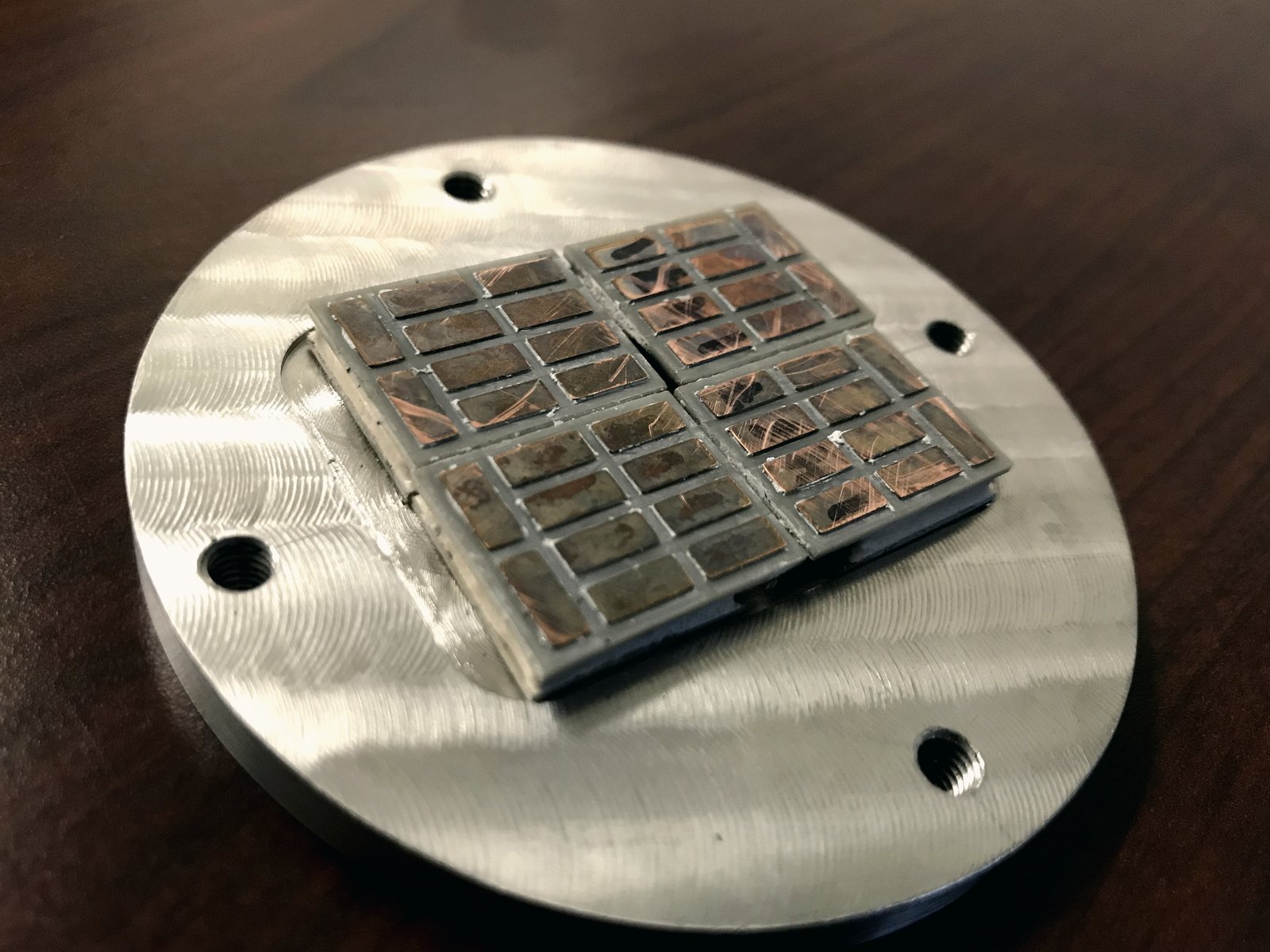
The semiconductor core
Alternating P-type and N-type legs in a precision ceramic checkerboard. The PbTe/TAGS chip platform – combined with high-temperature contact and thermal-interface structures informed by MicroPower's early collaboration with the U.S. Army Research Laboratory and evolved internally since – delivers the 14% module efficiency demonstrated at 550°C.
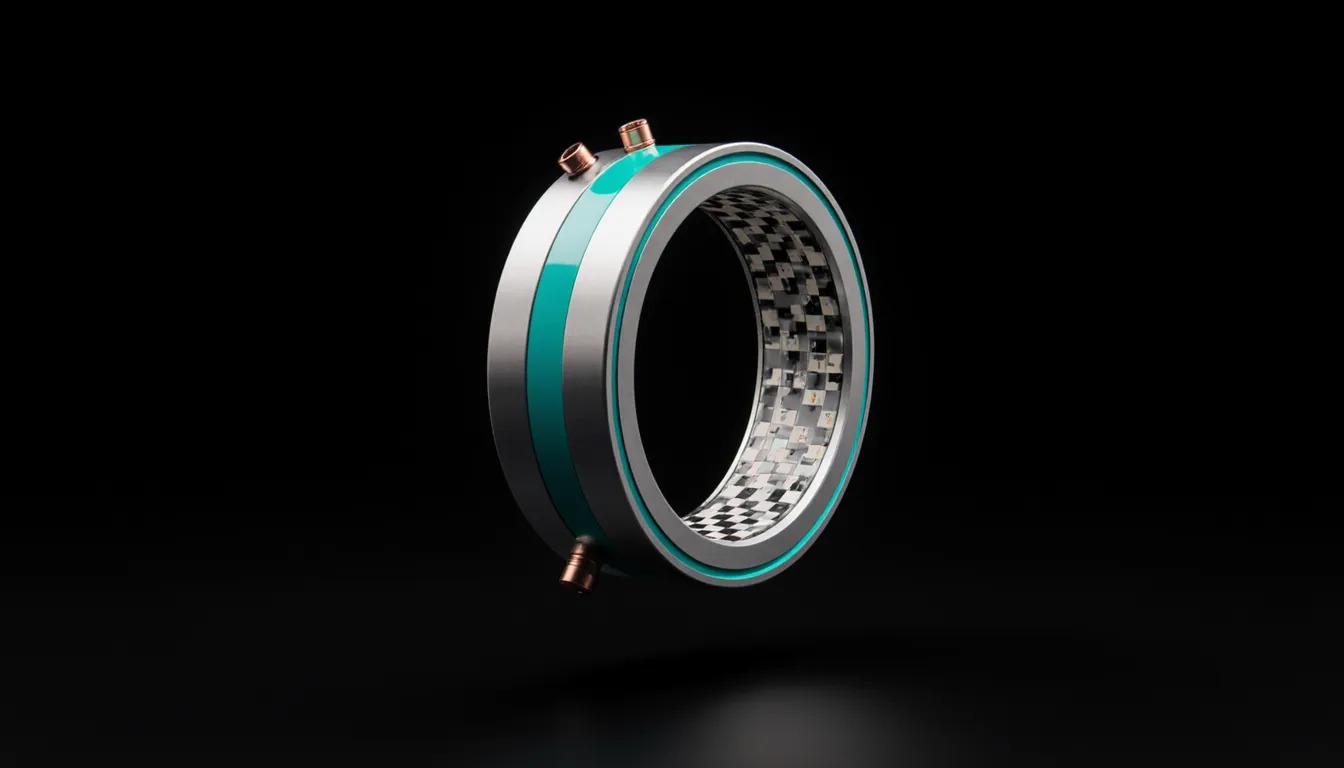
Machined for retrofit
Aluminum housing, integrated water-cooling path, standard electrical terminals. Designed to drop into existing industrial BOP without a new mounting regime.
Ready to Explore Applications?
From industrial waste heat recovery to AI data centres, discover how MicroPower technology converts waste heat into clean, reliable power.
Explore Applications